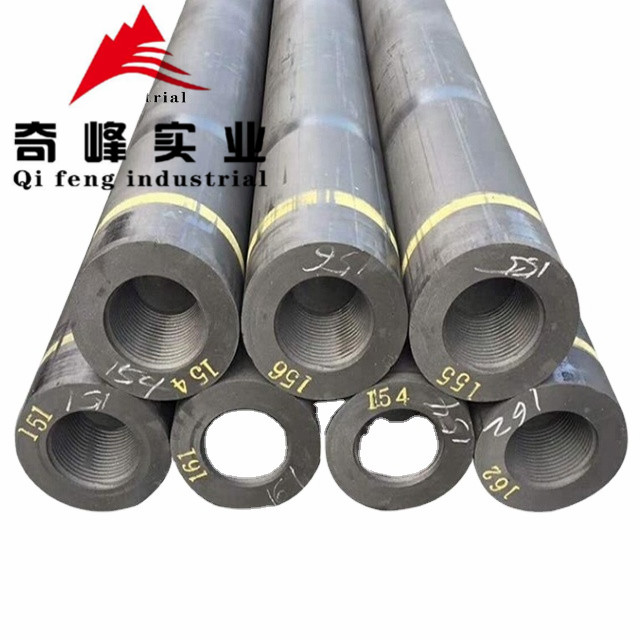
อิเล็กโทรดกราไฟต์ UHP300-600 ใช้ในกระบวนการผลิตเหล็กและโรงถลุงอะลูมิเนียม


รายละเอียดโดยย่อ:
แหล่งกำเนิด: เหอเป่ย ประเทศจีน (แผ่นดินใหญ่)
ชื่อแบรนด์: QF
พิมพ์: บล็อกอิเล็กโทรด
แอปพลิเคชัน: การผลิตเหล็ก/การถลุงเหล็ก
ความยาว: 1600~2800 มม.
ระดับ: ยูเอชพี
ความต้านทาน (ไมโครโอห์มม.): 4.8-5.8
ความหนาแน่นปรากฏ (กรัม/ซม³)³ ): 1.68-1.74
การขยายตัวทางความร้อน (100-600)℃) x 10-6/℃: 1.1-1.4
ความแข็งแรงดัดงอ (Mpa): 10-14
เถ้าสูงสุด 0.3%
ประเภทหัวนม: 3TPI/4TPI/4TPIL
วัตถุดิบ: เข็มปิโตรเลียมโค้ก
ความเหนือกว่าอัตราการบริโภคต่ำ
สี: ดำ เทา
เส้นผ่านศูนย์กลาง:300-600 มม.
ความสามารถในการจัดหา

3,000 ตันต่อเดือน
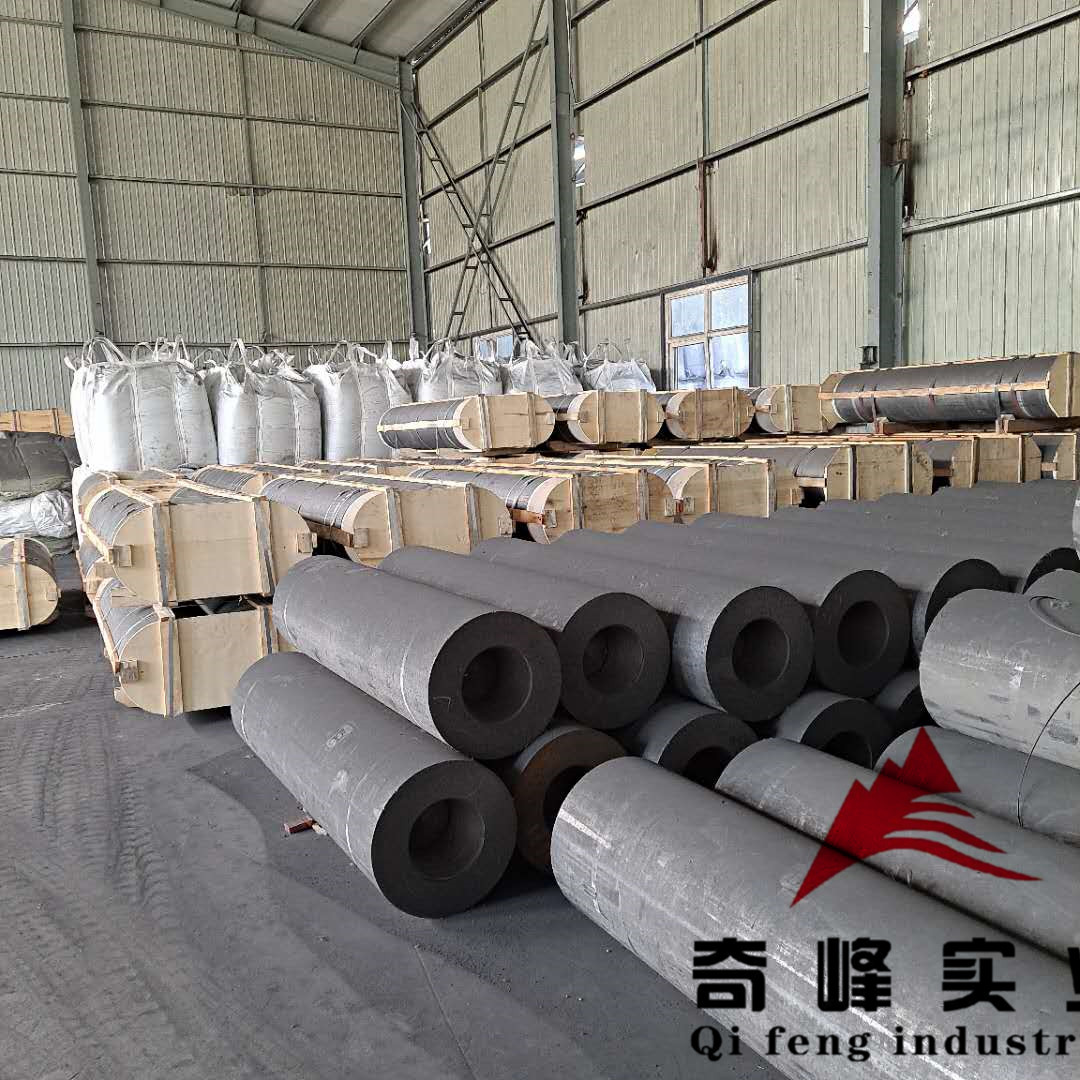
การบรรจุและการจัดส่ง
รายละเอียดบรรจุภัณฑ์:
พาเลทไม้มาตรฐาน หรือตามความต้องการของลูกค้า
ท่าเรือท่าเรือเทียนจิน
ข้อได้เปรียบ
(1) ข้อดีของอิเล็กโทรดกราไฟต์คือการประมวลผลที่ง่ายกว่า อัตราการกำจัดด้วยการตัดเฉือนแบบปล่อยประจุสูง การสูญเสียกราไฟต์น้อย ดังนั้นลูกค้าเครื่องจักรประกายไฟแบบกลุ่มบางรายจึงเลิกใช้อิเล็กโทรดทองแดงและหันมาใช้อิเล็กโทรดกราไฟต์แทน นอกจากนี้ อิเล็กโทรดรูปทรงพิเศษบางรูปทรงไม่สามารถทำจากทองแดงได้ แต่กราไฟต์ขึ้นรูปได้ง่ายกว่า และอิเล็กโทรดทองแดงมีน้ำหนักมาก ไม่เหมาะสำหรับการประมวลผลอิเล็กโทรดขนาดใหญ่ ปัจจัยเหล่านี้ทำให้ลูกค้าเครื่องจักรประกายไฟแบบกลุ่มบางรายนำอิเล็กโทรดกราไฟต์มาใช้
(2) อิเล็กโทรดกราไฟต์นั้นง่ายต่อการแปรรูป และความเร็วในการแปรรูปนั้นเร็วกว่าอิเล็กโทรดทองแดงอย่างเห็นได้ชัด ตัวอย่างเช่น กราไฟต์ถูกแปรรูปด้วยกระบวนการกัด ซึ่งเร็วกว่าโลหะอื่นๆ 2-3 เท่า และไม่จำเป็นต้องมีการแปรรูปด้วยมือเพิ่มเติม ในขณะที่อิเล็กโทรดทองแดงต้องใช้การเจียรด้วยมือ ในทำนองเดียวกัน หากใช้ศูนย์แปรรูปกราไฟต์ความเร็วสูงในการผลิตอิเล็กโทรด จะเร็วและมีประสิทธิภาพมากขึ้น และจะไม่มีปัญหาเรื่องฝุ่น ในกระบวนการเหล่านี้ การเลือกเครื่องมือที่มีความแข็งและกราไฟต์ที่เหมาะสมสามารถลดการสึกหรอของเครื่องมือและความเสียหายของอิเล็กโทรดทองแดงได้ เมื่อเปรียบเทียบเวลาการกัดระหว่างอิเล็กโทรดกราไฟต์และอิเล็กโทรดทองแดง อิเล็กโทรดกราไฟต์เร็วกว่าอิเล็กโทรดทองแดงถึง 67% ในการตัดเฉือนด้วยการปล่อยประจุภายใต้สภาวะทั่วไป เวลาการแปรรูปด้วยอิเล็กโทรดกราไฟต์เร็วกว่าอิเล็กโทรดทองแดงถึง 58% ส่งผลให้เวลาการแปรรูปลดลงอย่างมากและต้นทุนการผลิตลดลง
(3) การออกแบบอิเล็กโทรดกราไฟต์นั้นแตกต่างจากอิเล็กโทรดทองแดงแบบดั้งเดิม โรงงานผลิตแม่พิมพ์หลายแห่งมักจะมีปริมาณสำรองที่แตกต่างกันในด้านการแปรรูปหยาบและการตกแต่งอิเล็กโทรดทองแดง ในขณะที่อิเล็กโทรดกราไฟต์ใช้ปริมาณสำรองเกือบเท่ากัน ซึ่งช่วยลดเวลาในการประมวลผล CAD/CAM และเครื่องจักร ด้วยเหตุผลนี้เพียงอย่างเดียวก็เพียงพอที่จะปรับปรุงความแม่นยำของโพรงแม่พิมพ์ได้อย่างมาก